
Forging a Bronze Chisel — Cast and Cold-Worked Edge Tool
Anweisungen
Carve the Stone Mould
Carve the Stone Mould
Carve the chisel shape into a block of soapstone or fine-grained sandstone. For a simple chisel, this is a single-piece open mould — a rectangular channel about 15-20 cm long, 2-3 cm wide at the blade end tapering to 1-1.5 cm at the tang, and 1-1.5 cm deep. Carve the mould cavity using flint tools, checking the depth and shape frequently. The mould surfaces must be smooth — any irregularities transfer to the casting. For a two-piece mould (which produces a more symmetrical chisel), carve matching halves that align with locating pins. Soapstone is ideal because it is soft enough to carve easily but withstands the thermal shock of molten bronze.
Materialien für diesen Schritt:
 Sandstone (Abrasive)2 blocks, large enough for the chisel Stück
Sandstone (Abrasive)2 blocks, large enough for the chisel StückBenötigte Werkzeuge:
 BellowsSandstone (Abrasive)
BellowsSandstone (Abrasive)Melt and Pour the Bronze
Melt and Pour the Bronze
Melt bronze in a clay crucible using a charcoal fire with bellows. Pre-heat the stone mould near the fire to prevent thermal shock cracking when the hot metal is poured. When the bronze is fully liquid (bright orange-red, approximately 950-1000 degrees C), remove the crucible with tongs and pour the metal steadily into the mould cavity. Pour from one end, allowing the metal to flow along the channel and push air ahead of it. For a two-piece mould, clamp or tie the halves together before pouring and tilt them slightly so air escapes through a vent at the top. Allow the bronze to cool completely in the mould before opening — premature removal can warp the soft, hot metal.

Remove and Clean the Casting
Remove and Clean the Casting
Open the mould and remove the cast chisel blank. It will have a rough surface with possible flash (thin fins of metal that seeped into mould gaps) and a slightly porous structure from gas bubbles in the cooling metal. File or grind off the flash and any casting sprue. The as-cast bronze is relatively soft — roughly 60-80 HV (Vickers hardness), comparable to pure copper. The chisel shape at this stage is a rough blank that needs significant finishing work to become a functional tool. Check for major casting defects (large voids, cracks) — severe defects mean the blank should be re-melted and recast.
Cold-Work the Cutting Edge
Cold-Work the Cutting Edge
Place the chisel blank on a flat stone anvil and hammer the cutting edge with controlled, overlapping blows using a stone or bronze hammer. Cold-hammering deforms the crystal structure of the bronze, increasing dislocation density and dramatically raising its hardness — from roughly 70 HV as-cast to 200-250 HV after extensive cold work. This work-hardened bronze is hard enough to cut limestone and most types of wood. Work the edge progressively, hammering both faces to produce a symmetrical bevel. If the metal develops cracks during hammering, it has been overworked — anneal it by heating to a dull red (approximately 500 degrees C) and quenching in water, which softens it for further working.
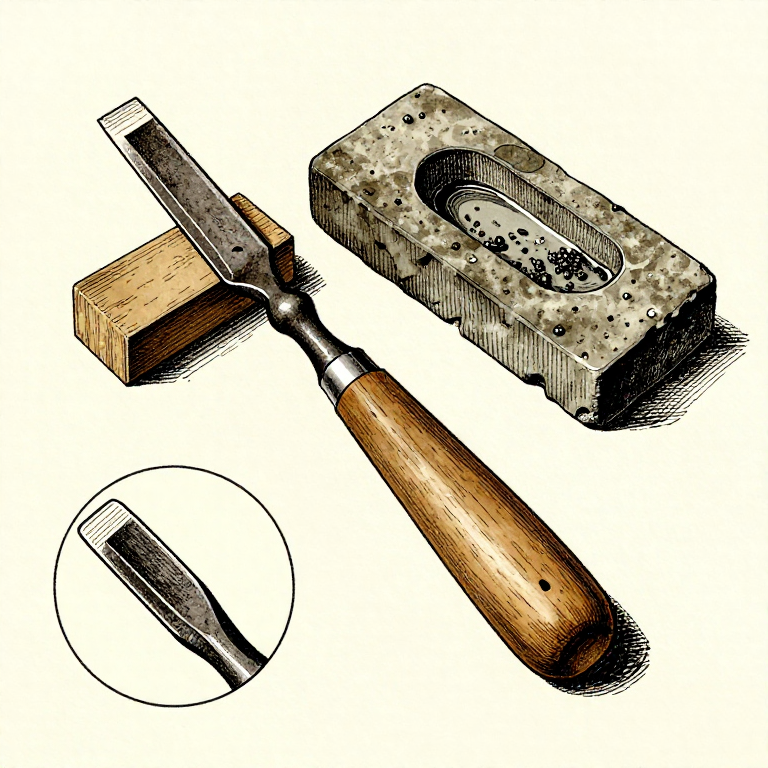
Grind, Sharpen, and Haft
Grind, Sharpen, and Haft
Grind the cutting edge on a flat sandstone to produce a sharp, even bevel. The bevel angle should be approximately 25-30 degrees for woodworking chisels, or 35-40 degrees for stone-cutting chisels. Polish the bevels on progressively finer grinding stones until the edge is keen. For use, the chisel tang can be driven into a wooden handle, or the chisel can be used without a handle by striking the butt end with a wooden mallet. The work-hardened edge dulls during use and must be periodically re-sharpened on a grinding stone. Bronze chisels were the primary stone-cutting tools used to build the temples and palaces of ancient Egypt and Mesopotamia.
Materialien
3- 200-500 g StückPlatzhalter
- 2 blocks StückPlatzhalter
Benötigte Werkzeuge
5- Platzhalter
- Platzhalter
- Platzhalter
- Platzhalter
Related blueprints
Other builds that share materials, tools, or techniques with this one.





CC0 Gemeinfrei
Dieser Blueprint ist unter CC0 veröffentlicht. Sie dürfen dieses Werk für jeden Zweck frei kopieren, ändern, verbreiten und verwenden, ohne um Erlaubnis zu fragen.
Unterstützen Sie den Maker, indem Sie Produkte über seinen Blueprint kaufen, wo er eine Maker-Provision von Anbietern festgelegt, verdient. Oder erstellen Sie eine neue Iteration dieses Blueprints und verbinden Sie ihn in Ihrem eigenen Blueprint, um Einnahmen zu teilen.