
Making a Bronze Needle — Drawing and Hammering Fine Wire
The bronze needle was one of the smallest yet most transformative tools of the Bronze Age. It made possible fitted clothing, leather working, sail-making, and surgical suturing — tasks that bone needles could perform but bronze needles did faster, finer, and without breaking.
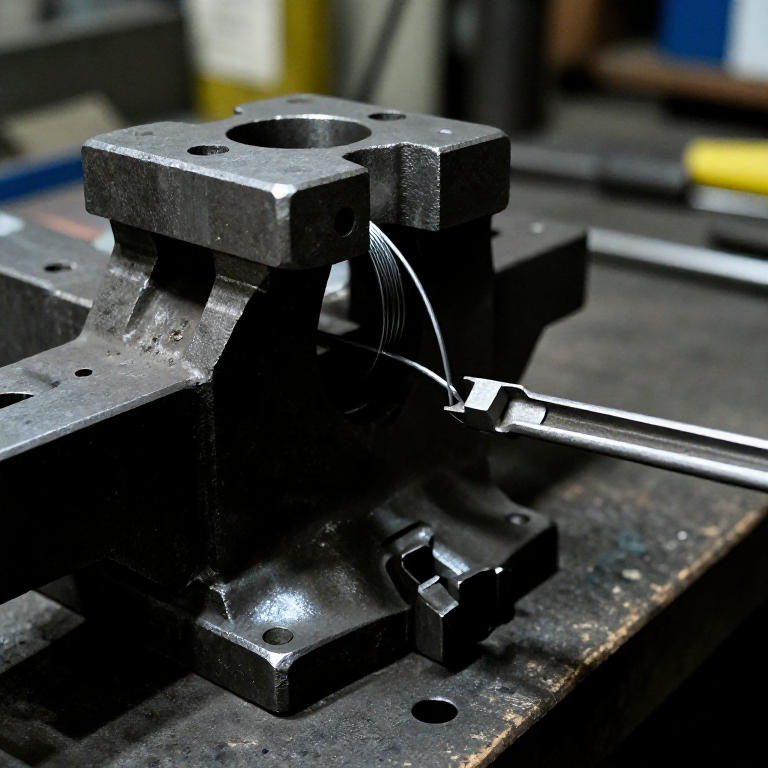
Unlike larger tools that are cast in moulds, a needle is too thin to cast directly. Instead, a short bronze rod is hammered and drawn into a taper, then the eye is punched through with a fine pointed tool. The entire process relies on repeated cycles of cold-hammering (to shape and harden) and annealing (heating to soften for further working).
A well-made bronze needle is 6-10 cm long, about 2 mm in diameter at the thickest point, tapers to a sharp point, and has an eye large enough to thread sinew or flax fibre.
Istruzioni
Cast a small bronze rod
Cast a small bronze rod
Materiali per questo passaggio:
 Copper Sheet (0.5-1mm)27 g
Copper Sheet (0.5-1mm)27 gHammer the rod to initial taper
Hammer the rod to initial taper
Strumenti necessari:
 Hammerstone
Hammerstone Flat Stone Slab
Flat Stone SlabAnneal to restore workability
Anneal to restore workability
Materiali per questo passaggio:
 Charcoal500 g
Charcoal500 gContinue hammering to needle dimensions
Continue hammering to needle dimensions
Form the eye end
Form the eye end
Punch the eye
Punch the eye
Sharpen the point
Sharpen the point
Materiali per questo passaggio:
 Whetstone1 pezzo
Whetstone1 pezzoPolish and final work-hardening
Polish and final work-hardening
Materiali
3- Segnaposto
- 500 gSegnaposto
- 1 pezzoSegnaposto
Strumenti richiesti
2- Segnaposto
- Segnaposto
Materiali dei progetti collegati
Blueprint correlati
Questi blueprint condividono conoscenze — tecniche, materiali o principi
Related blueprints
Other builds that share materials, tools, or techniques with this one.





CC0 Pubblico dominio
Questo progetto è rilasciato sotto CC0. Sei libero di copiare, modificare, distribuire e utilizzare quest'opera per qualsiasi scopo, senza chiedere permesso.
Supporta il Maker acquistando prodotti tramite il suo progetto dove guadagna una Commissione Maker stabilita dai venditori, oppure crea una nuova iterazione di questo progetto e includilo come collegamento nel tuo progetto per condividere i ricavi.