
Making a Bronze Needle — Drawing and Hammering Fine Wire
The bronze needle was one of the smallest yet most transformative tools of the Bronze Age. It made possible fitted clothing, leather working, sail-making, and surgical suturing — tasks that bone needles could perform but bronze needles did faster, finer, and without breaking.
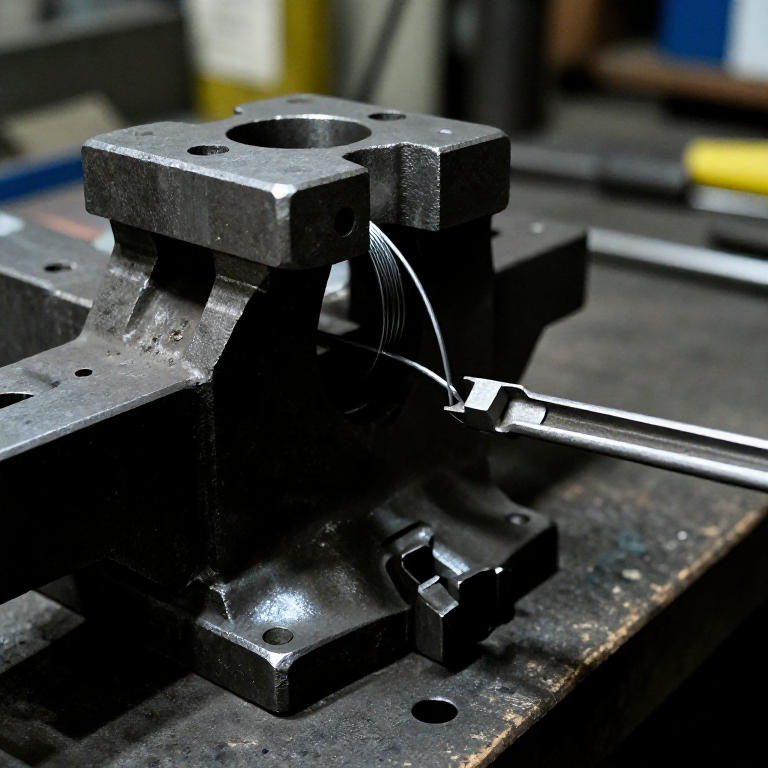
Unlike larger tools that are cast in moulds, a needle is too thin to cast directly. Instead, a short bronze rod is hammered and drawn into a taper, then the eye is punched through with a fine pointed tool. The entire process relies on repeated cycles of cold-hammering (to shape and harden) and annealing (heating to soften for further working).
A well-made bronze needle is 6-10 cm long, about 2 mm in diameter at the thickest point, tapers to a sharp point, and has an eye large enough to thread sinew or flax fibre.
ہدایات
Cast a small bronze rod
Cast a small bronze rod
اس مرحلے کے لیے مواد:
 Copper Sheet (0.5-1mm)27 g
Copper Sheet (0.5-1mm)27 gHammer the rod to initial taper
Hammer the rod to initial taper
درکار اوزار:
 Hammerstone
Hammerstone Flat Stone Slab
Flat Stone SlabAnneal to restore workability
Anneal to restore workability
اس مرحلے کے لیے مواد:
 Charcoal500 g
Charcoal500 gContinue hammering to needle dimensions
Continue hammering to needle dimensions
Form the eye end
Form the eye end
Punch the eye
Punch the eye
Sharpen the point
Sharpen the point
اس مرحلے کے لیے مواد:
 Whetstone1 piece
Whetstone1 piecePolish and final work-hardening
Polish and final work-hardening
مواد
3- پلیس ہولڈر
درکار اوزار
2- پلیس ہولڈر
- پلیس ہولڈر
منسلک بلیو پرنٹ مواد
متعلقہ بلیو پرنٹ
یہ بلیو پرنٹ علم بانٹتے ہیں — تکنیک، مواد یا اصول
Related blueprints
Other builds that share materials, tools, or techniques with this one.





CC0 پبلک ڈومین
یہ بلیو پرنٹ CC0 کے تحت جاری کیا گیا ہے۔ آپ اجازت لیے بغیر اس کام کو نقل، ترمیم، تقسیم اور کسی بھی مقصد کے لیے استعمال کرنے کے لیے آزاد ہیں۔
میکر کی حمایت کریں ان کے بلیو پرنٹ کے ذریعے پروڈکٹس خرید کر جہاں وہ میکر کمیشن وینڈرز کی طرف سے مقرر، کماتے ہیں، یا اس بلیو پرنٹ کی نئی تکرار بنائیں اور آمدنی شیئر کرنے کے لیے اسے اپنے بلیو پرنٹ میں کنکشن کے طور پر شامل کریں۔