Gore-Tex — The Breathable Waterproof Membrane from Expanded PTFE
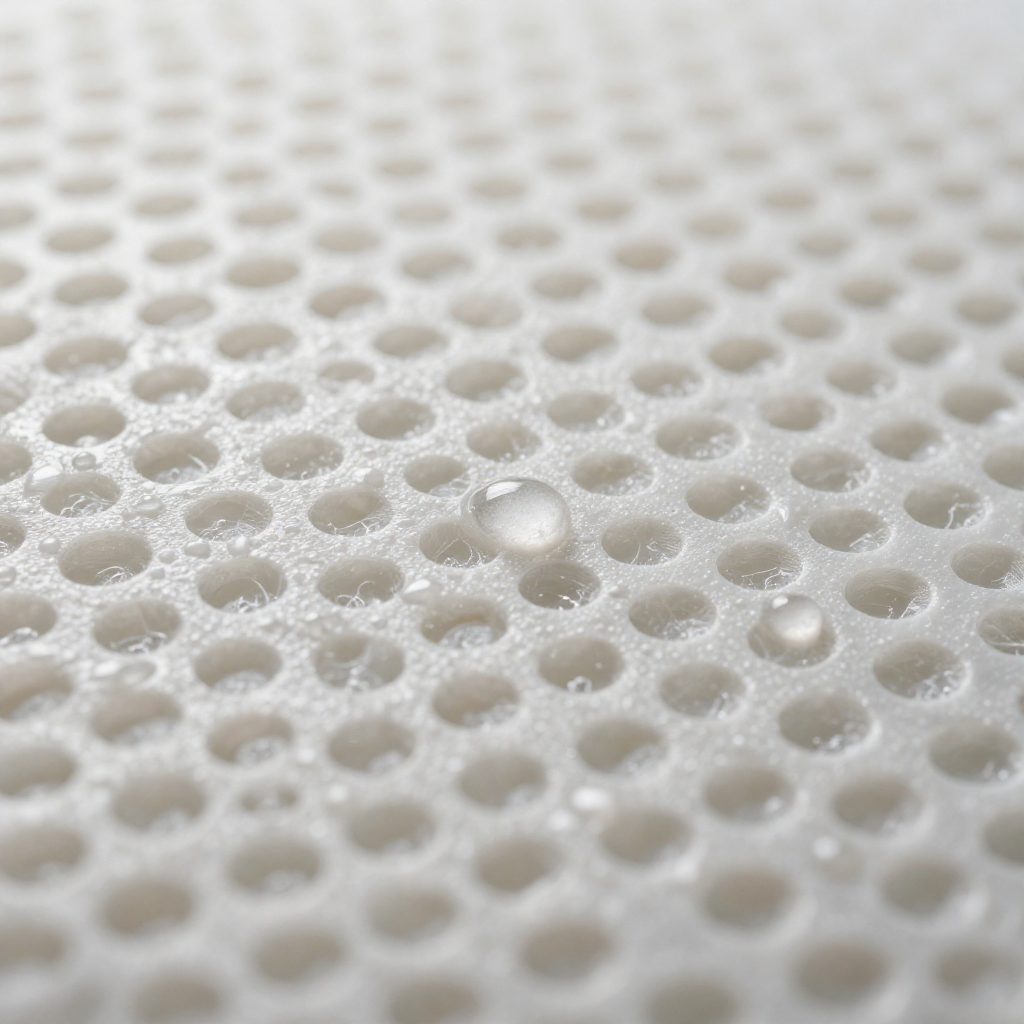
In 1969, Bob Gore — the son of Wilbert (Bill) Gore, founder of W.L. Gore & Associates — discovered that polytetrafluoroethylene (PTFE, the polymer better known by DuPont's trade name Teflon) could be stretched rapidly to create a microporous membrane with extraordinary properties. Gore found that when a rod of PTFE paste was heated and then yanked apart quickly — rather than stretched slowly — it expanded to over 800% of its original length without breaking, forming a white, microporous structure he called expanded PTFE (ePTFE). The membrane contained approximately 9 billion pores per square inch.
The critical discovery was in the pore size. Each pore in ePTFE is roughly 0.2 micrometers in diameter — about 20,000 times smaller than a raindrop but 700 times larger than a water vapor molecule. This size differential means the membrane blocks liquid water (rain, external moisture) while allowing water vapor (perspiration) to pass through. The membrane is also inherently hydrophobic: PTFE's fluorine atoms repel water, so even when rain is driven against the surface under pressure, liquid water cannot enter the pores.
Gore patented the ePTFE membrane in 1976 and launched the first Gore-Tex fabric laminates for outdoor clothing in 1978. The impact on outdoor recreation, military equipment, and workwear was transformative. Before Gore-Tex, waterproof garments were either impermeable (rubber, PVC-coated nylon — waterproof but trapped sweat) or permeable (waxed cotton — breathable but eventually leaked). Gore-Tex was the first material to be both waterproof and breathable — a combination that had been considered physically impossible. The technology extended beyond textiles to medical implants (vascular grafts), industrial filtration, and electronics insulation.
Instructions
Understand PTFE — the base polymer
Understand PTFE — the base polymer
Polytetrafluoroethylene (PTFE) is a fully fluorinated polymer — a carbon backbone in which every hydrogen atom has been replaced by fluorine. The monomer is tetrafluoroethylene (CF₂=CF₂), polymerized under high pressure to form chains of (-CF₂-CF₂-)ₙ. Fluorine's electronegativity and small atomic radius create an exceptionally strong C-F bond and a smooth, non-reactive surface. PTFE has the lowest coefficient of friction of any solid, is chemically inert to virtually all substances, and is hydrophobic. Roy Plunkett at DuPont discovered PTFE accidentally in 1938; it was commercialized as Teflon in 1946.
Prepare PTFE paste for expansion
Prepare PTFE paste for expansion
Start with fine PTFE resin powder — a white, waxy material produced by emulsion polymerization. Blend the powder with a hydrocarbon lubricant (typically naphtha or mineral spirits) at approximately 15–25% lubricant by weight. The lubricant allows the PTFE particles to slide past each other during processing. Press or extrude the lubricated paste into a billet, sheet, rod, or tube — the starting shape for expansion. At this stage, the PTFE has a solid, opaque, putty-like consistency.
Materials for this step:
 PTFE Resin Powder200 g
PTFE Resin Powder200 gRemove the lubricant by drying
Remove the lubricant by drying
Heat the extruded or calendered PTFE shape to evaporate the hydrocarbon lubricant — typically at 100–250°C in an oven. The lubricant must be completely removed before expansion: any remaining solvent fills the spaces between PTFE particles and prevents pore formation. After drying, the material is a solid, unsintered PTFE form — the particles are held together by mechanical interlocking and weak van der Waals forces, not by the full crystalline fusion that occurs during sintering.
Rapidly stretch to form the microporous structure
Rapidly stretch to form the microporous structure
This is Bob Gore's critical discovery. Heat the dried PTFE to 300–327°C (just below PTFE's melting point of 327°C) and stretch it rapidly — at rates of 10% per second or faster. The rapid elongation pulls the PTFE structure apart, creating a network of interconnected nodes (dense PTFE clusters) connected by fibrils (thin PTFE strands). The spaces between the fibrils are the pores. Slow stretching breaks the material; rapid stretching creates the expanded, microporous structure. The membrane can be stretched in one direction (uniaxial) or both directions (biaxial) to control pore geometry.
Sinter to lock in the expanded structure
Sinter to lock in the expanded structure
Heat the expanded membrane above PTFE's melting point (above 327°C, typically 360–380°C) while holding it at its stretched dimensions. This sintering step fuses the nodes and fibrils into a continuous, mechanically stable structure. Without sintering, the expanded membrane would slowly retract toward its original dimensions. After sintering and cooling, the ePTFE membrane is permanently locked in its expanded state — the microporous structure is stable indefinitely at any temperature below the sintering point.
Examine the membrane microstructure
Examine the membrane microstructure
Under a scanning electron microscope, ePTFE reveals its characteristic spider-web structure: dense nodes (1–5 micrometers) connected by thousands of fine fibrils (0.1–0.5 micrometers in diameter). The pores — the open spaces between fibrils — are typically 0.1–0.5 micrometers across. A single square inch of membrane contains roughly 9 billion pores. The membrane is approximately 70–80% air by volume, making it extremely lightweight despite its functional sophistication. The ePTFE membrane itself is only about 25 micrometers thick.
Laminate the membrane to textile fabrics
Laminate the membrane to textile fabrics
The ePTFE membrane is too fragile to be used alone — it must be bonded to a woven or knitted fabric for mechanical protection. Gore-Tex laminates come in several constructions. Two-layer: the membrane is bonded to an outer face fabric, with a separate hanging liner inside. Three-layer: the membrane is bonded between an outer face fabric and an inner liner, creating a single unified material. The bonding uses a pattern of polyurethane adhesive dots that hold the layers together without blocking the membrane's pores.
Understand the waterproof-breathable mechanism
Understand the waterproof-breathable mechanism
The membrane works because of the size differential between liquid water and water vapor. A raindrop is approximately 1–5 millimeters in diameter — roughly 10,000 times larger than the membrane's 0.2-micrometer pores. Liquid water physically cannot pass through. A water vapor molecule is approximately 0.0003 micrometers (0.3 nanometers) — about 700 times smaller than the pores. Water vapor passes through freely, driven by the humidity gradient between the wearer's skin (high humidity) and the outside air (lower humidity). PTFE's hydrophobicity provides additional resistance to liquid water penetration.
Seal the seams to complete waterproofing
Seal the seams to complete waterproofing
A waterproof membrane is useless if water enters through the stitching holes. Every seam in a Gore-Tex garment must be sealed with heat-applied tape — a strip of ePTFE membrane with a thermoplastic adhesive backing. The tape is applied with a seam-sealing machine that heats the adhesive to bond it over the stitching line on the garment's interior. Seam sealing is the most labor-intensive and quality-critical step in Gore-Tex garment manufacturing — a single missed or poorly sealed seam allows water entry.
Test waterproofness and breathability
Test waterproofness and breathability
Gore-Tex fabric must pass two standardized tests. The hydrostatic head test (Suter test) measures water resistance: pressurized water is applied to the fabric and the pressure at which water penetrates is recorded. Gore-Tex typically withstands over 10,000 mm water column (a new raincoat needs at minimum 1,500 mm). The moisture vapor transmission rate (MVTR) test measures breathability: how much water vapor passes through the fabric in 24 hours. Gore-Tex achieves MVTR values of 15,000–25,000 g/m²/24hr — roughly 10 times that of PVC-coated rainwear.
Recognize the safety and environmental considerations
Recognize the safety and environmental considerations
PTFE itself is biologically inert and non-toxic in finished form. However, PTFE production historically used perfluorooctanoic acid (PFOA) as a processing aid — a persistent environmental pollutant now classified as a probable carcinogen. PFOA does not break down in the environment and accumulates in human blood. Gore and other manufacturers have eliminated PFOA from production since 2015, but environmental contamination from decades of use persists. The expansion process requires temperatures near PTFE's decomposition point (above 400°C, PTFE releases toxic fumes including hydrogen fluoride). Industrial ePTFE production requires fume extraction and environmental controls.
Understand ePTFE's impact beyond textiles
Understand ePTFE's impact beyond textiles
Bob Gore's discovery of ePTFE extended far beyond outdoor clothing. In medicine, ePTFE tubes serve as vascular grafts — artificial blood vessels that are biocompatible and resist clotting. In industrial filtration, ePTFE membranes filter corrosive gases and hot flue gases that destroy conventional filter media. In electronics, ePTFE's low dielectric constant makes it an excellent cable insulation. In architecture, PTFE-coated fiberglass fabric forms the roof membranes of stadiums and airports (including Denver International Airport's iconic tent roof). Gore's single discovery — that rapid stretching transforms a solid polymer into a functional membrane — created a multi-billion-dollar materials platform from a polymer that had been known for thirty years.
Materials
1- 200 gPlaceholder
Connected Blueprint Materials
Related Blueprints
These blueprints share knowledge with this one — techniques, materials, or principles that connect them in the learning graph.
Related blueprints
Other builds that share materials, tools, or techniques with this one.





CC0 Public Domain
This blueprint is released under CC0. You are free to copy, modify, distribute, and use this work for any purpose, without asking permission.
Support the Maker by purchasing products through their Blueprint where they earn a Maker Commission set by Vendors, or create a new iteration of this Blueprint and include it as a connection in your own Blueprint to share revenue.