
Making a Bronze Needle — Drawing and Hammering Fine Wire
The bronze needle was one of the smallest yet most transformative tools of the Bronze Age. It made possible fitted clothing, leather working, sail-making, and surgical suturing — tasks that bone needles could perform but bronze needles did faster, finer, and without breaking.
Unlike larger tools that are cast in moulds, a needle is too thin to cast directly. Instead, a short bronze rod is hammered and drawn into a taper, then the eye is punched through with a fine pointed tool. The entire process relies on repeated cycles of cold-hammering (to shape and harden) and annealing (heating to soften for further working).
A well-made bronze needle is 6-10 cm long, about 2 mm in diameter at the thickest point, tapers to a sharp point, and has an eye large enough to thread sinew or flax fibre.
คำแนะนำ
Cast a small bronze rod
Cast a small bronze rod
วัสดุสำหรับขั้นตอนนี้:
 Copper Sheet (0.5-1mm)27 ก.
Copper Sheet (0.5-1mm)27 ก.Hammer the rod to initial taper
Hammer the rod to initial taper
เครื่องมือที่ต้องใช้:
 Hammerstone
Hammerstone Flat Stone Slab
Flat Stone SlabAnneal to restore workability
Anneal to restore workability
วัสดุสำหรับขั้นตอนนี้:
 Charcoal500 ก.
Charcoal500 ก.Continue hammering to needle dimensions
Continue hammering to needle dimensions
Form the eye end
Form the eye end
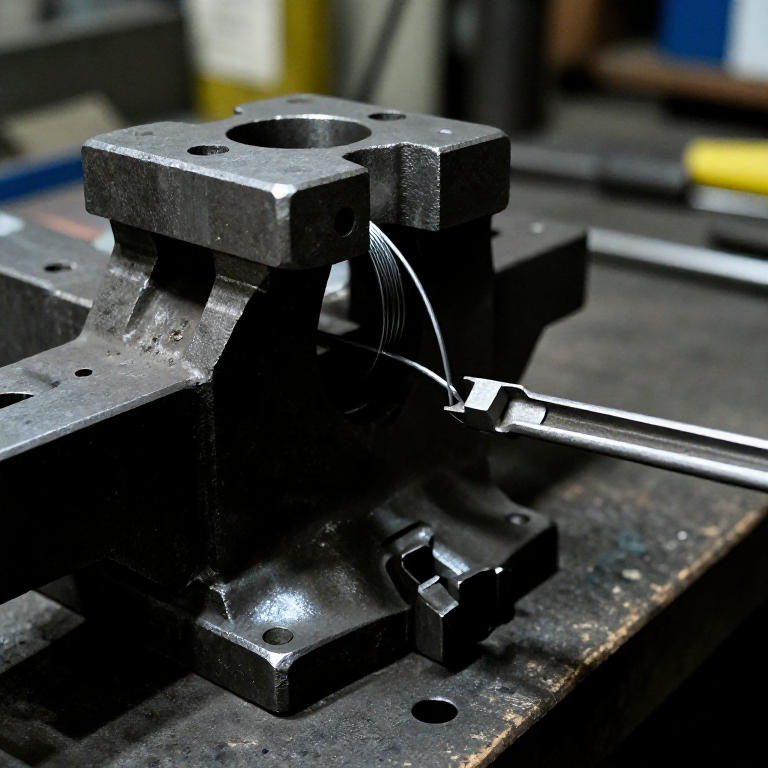
Punch the eye
Punch the eye
Sharpen the point
Sharpen the point
วัสดุสำหรับขั้นตอนนี้:
 Whetstone1 ชิ้น
Whetstone1 ชิ้นPolish and final work-hardening
Polish and final work-hardening
วัสดุ
3- ตัวยึดตำแหน่ง
เครื่องมือที่จำเป็น
2- ตัวยึดตำแหน่ง
- ตัวยึดตำแหน่ง
วัสดุจากพิมพ์เขียวที่เชื่อมต่อ
บลูพริ้นท์ที่เกี่ยวข้อง
บลูพริ้นท์เหล่านี้แบ่งปันความรู้ — เทคนิค วัสดุ หรือหลักการ
Related blueprints
Other builds that share materials, tools, or techniques with this one.





CC0 สาธารณสมบัติ
พิมพ์เขียวนี้เผยแพร่ภายใต้ CC0 คุณสามารถคัดลอก แก้ไข แจกจ่าย และใช้งานผลงานนี้เพื่อวัตถุประสงค์ใดก็ได้ โดยไม่ต้องขออนุญาต
สนับสนุนเมกเกอร์โดยซื้อสินค้าผ่านพิมพ์เขียวของพวกเขา ซึ่งพวกเขาจะได้รับ ค่าคอมมิชชันเมกเกอร์ ที่ผู้ขายกำหนด หรือสร้างเวอร์ชันใหม่ของพิมพ์เขียวนี้และรวมเป็นการเชื่อมต่อในพิมพ์เขียวของคุณเพื่อแบ่งรายได้